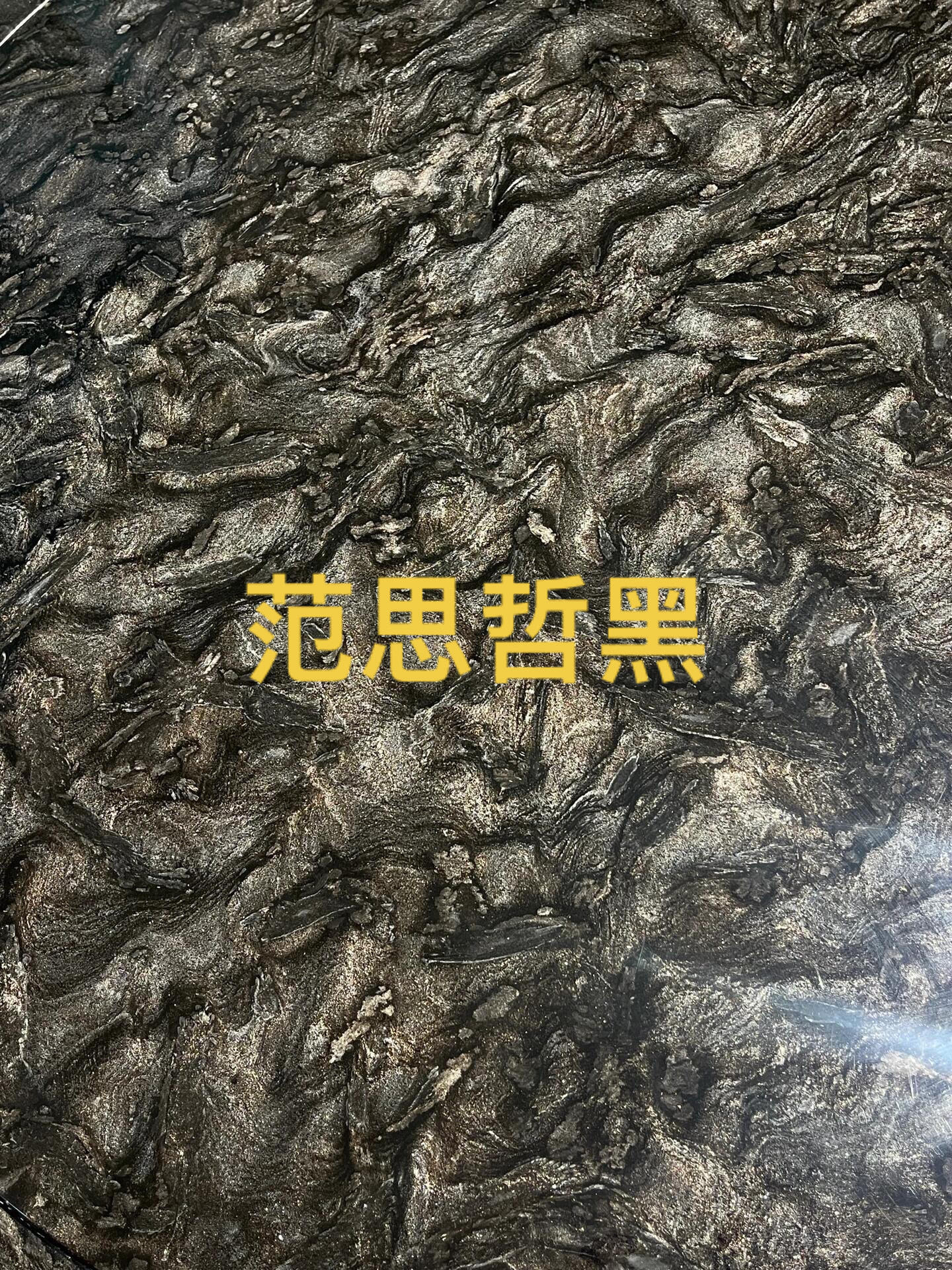
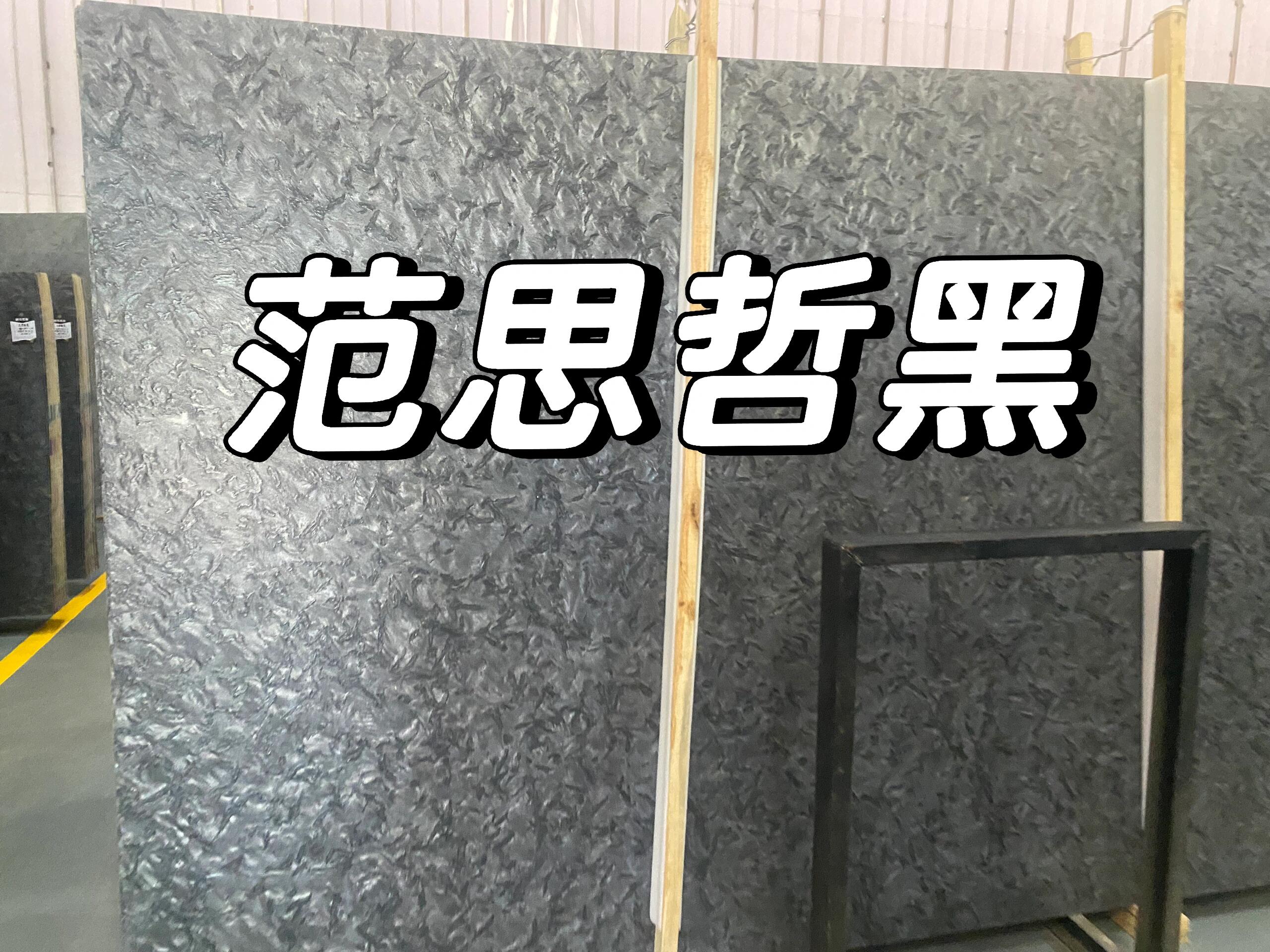
作為石材廠里的老師傅,這些年經手過不少高端石材,范思哲黑大理石要做出那種能照出人影的光學級平整面,確實是個技術活。這活兒光靠機器不行,光靠經驗也不夠,得兩者結合,每一步都卡死了標準才能成。今天我就把廠里實際操作的流程和關鍵數據攤開來聊聊。
")
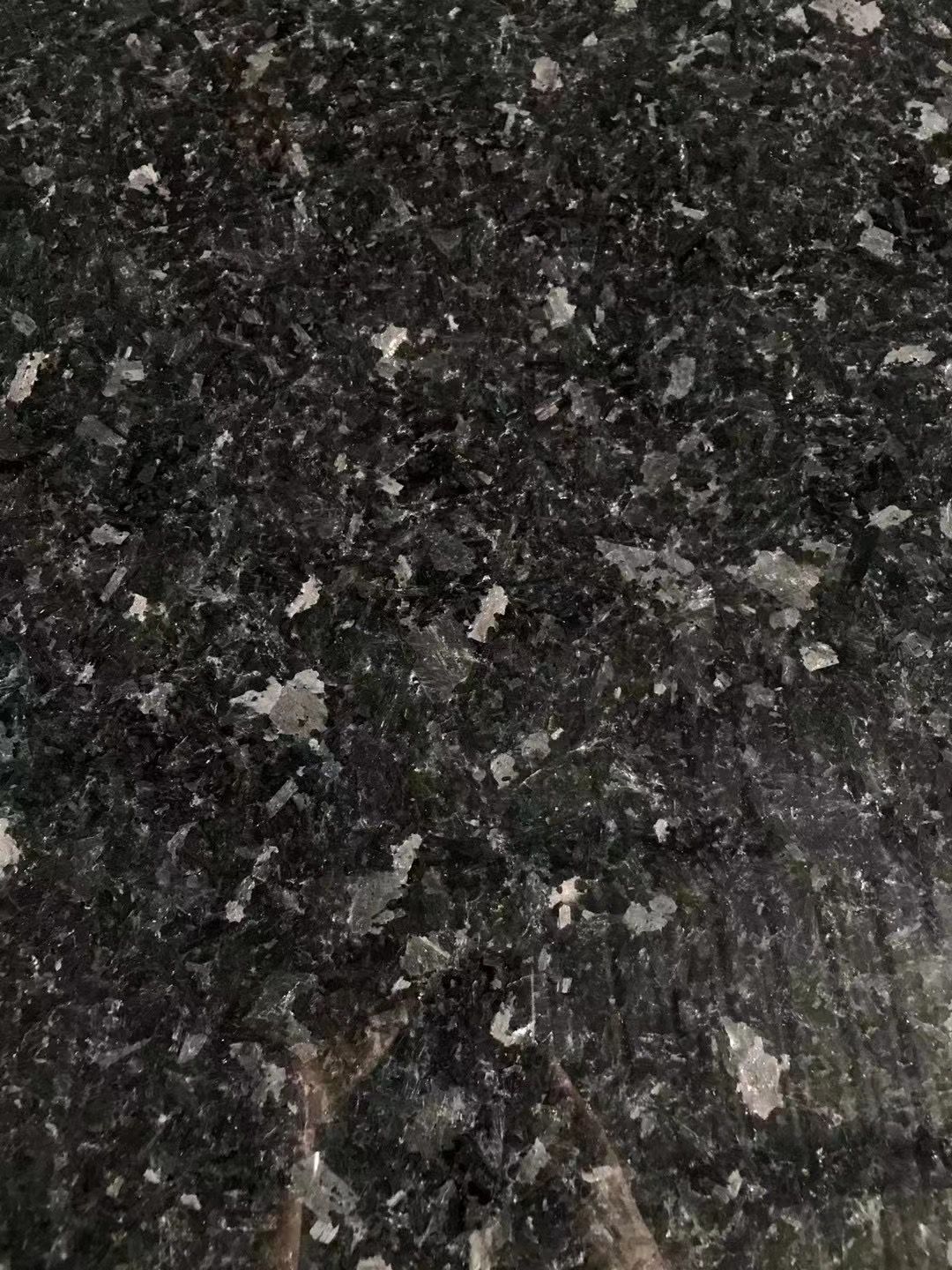
實現光學平整,源頭在選料。范思哲黑這個品種,底色要純,白筋紋理的分布和走向直接影響后續加工穩定性。我們進大板時,會用強光燈貼近板面照射,不是簡單看花紋,重點是檢查板體有無暗裂、水晶線或天然孔洞。這些缺陷在毛板階段不明顯,一旦開始磨削,很可能成為平整度崩塌的起點。經驗是,每批料抽檢率不低于30%,對于有質量波動的礦口,這個比例要提到50%。
")
大板選定后,第一步是定厚。光學級平整對板材的厚度一致性要求極高。我們用的橋切機是帶紅外校準和壓力傳感器的,確保鋸片在切割全程受力均勻。這里有個關鍵數據:一張標準1.6cm厚的大板,經過定厚后,板面任意兩點的厚度公差必須控制在±0.2mm以內。達不到這個標準,后續研磨就無法建立統一的基準面。定厚后不是馬上上磨頭,要用大型校平儀配合塞尺,對板面進行“抄平”,標記出凹陷超過0.3mm的區域,這些是重點處理位置。
接下來是粗磨與補膠。粗磨用的是金剛石磨頭,從30目開始,逐步過渡到150目。這個階段的目標不是光滑,而是消除定厚后殘留的波浪紋,建立真正的平面。每換一次磨頭,都要用2米長的專業平尺帶燈檢查,光線不能從平尺與板面的縫隙透過。范思哲黑質地堅硬但偏脆,磨削進給速度要慢,我們通常控制在每分鐘1.5-2米,水冷卻必須充分,防止局部過熱導致微崩邊或產生新的應力點。
")
粗磨后的板面會完全暴露所有毛細孔和微小裂隙,這時必須進行樹脂填充。選用透明度極高的環氧樹脂,調色要盡可能接近石材底色。填充不是簡單刮上去,要在真空壓力罐中進行。板材被送入密閉罐體,抽真空抽出石材毛孔中的空氣,然后在壓力下將樹脂壓入。這個過程能確保連最細微的裂縫都被填實。固化后打磨,如果還有明顯的樹脂點或漏補孔洞,這一區域需要挖補重做。填充質量直接決定拋光后是否有黑點或白斑,影響鏡面效果的純凈度。
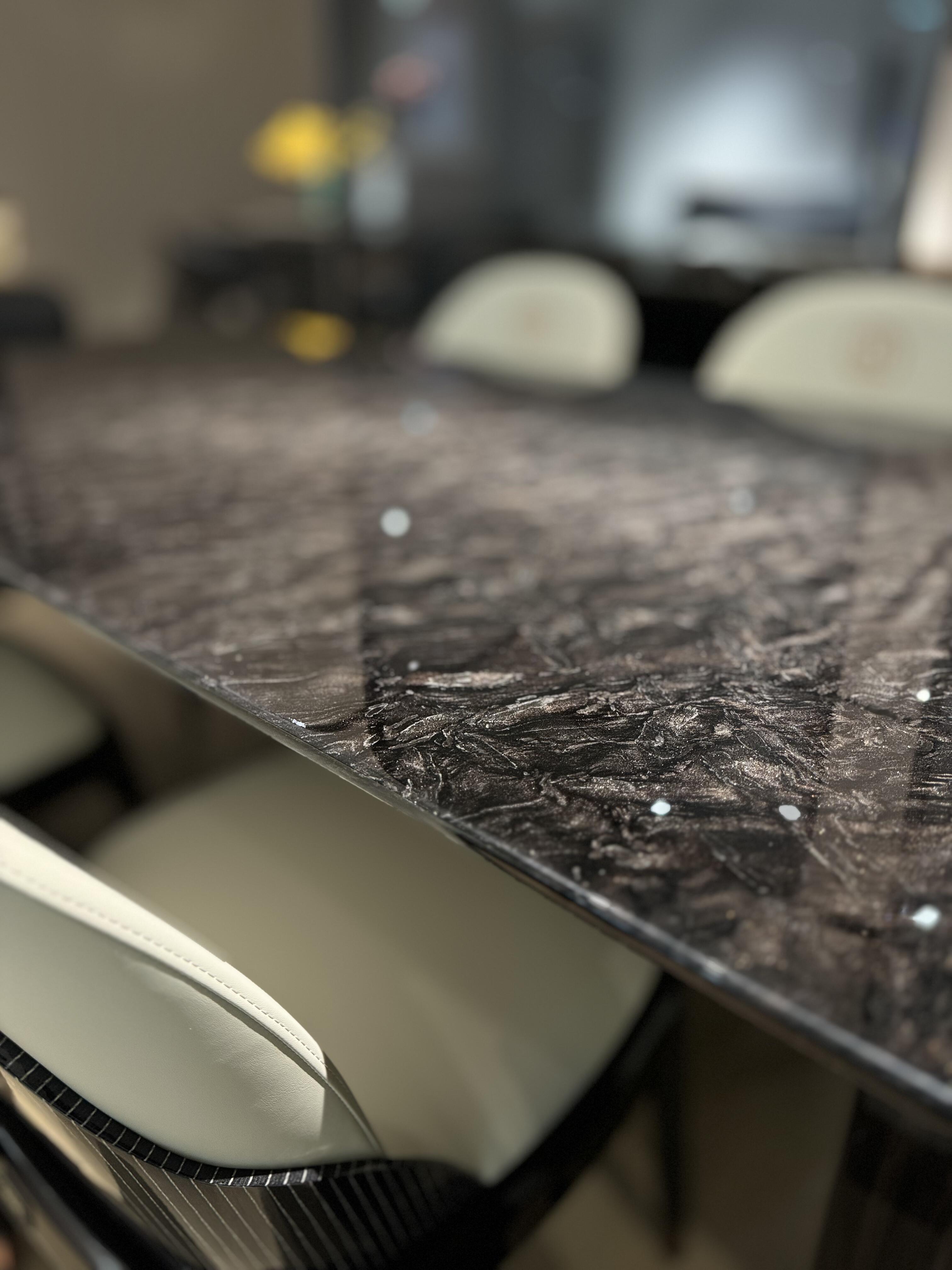
精磨與拋光才是見證奇跡的時刻。從300目、500目、1000目、2000目到3000目,一步不能跳。每一道磨片都必須完全消除上一道工序留下的劃痕。在1000目之后,就開始初現光澤。拋光環節,我們改用氧化錫或草酸材質的高速拋光墊。轉速、壓力和溫度是三個核心變量。拋光機轉速我們穩定在每分鐘1700轉,采用恒重配重塊,讓磨頭自重施加壓力,避免人工下壓不均勻。過程中不斷噴水,一是降溫,二是作為拋光介質。判斷拋光是否到位,不是憑眼看,而是用光澤度儀測量。真正的光學級平整表面,其光澤度單位(GU值)應穩定在95以上,而且板面不同點位測量,數值波動不能超過3個GU值。
")
最后是質檢。除了光澤度,更關鍵的是平整度檢測。我們使用激光平面干涉儀。合格的板材,在干涉儀下看到的干涉條紋應該是均勻、平直或呈現規則緩慢的彎曲,如果條紋出現急劇扭曲或閉合圈,就說明該區域有肉眼難以察覺的凹陷或凸起。這種級別的板子,通常用于高端商業項目或奢侈品店墻面,對燈光反射要求極高,不能有任何扭曲。
說到底,把范思哲黑大理石做到光學級平整,是一套嚴苛的流程管理。從選料開始控制內在質量,用精密的機械加工確保幾何平整,靠科學的材料填充解決天然缺陷,最后通過精細的研磨拋光達成光學效果。每個環節都有可量化的標準,差一點,最終效果就差一個檔次。這行沒有捷徑,就是標準、耐心,還有對材料本身足夠的敬畏。
安哥拉黑花崗巖廠家推薦列表安哥拉黑大理石光面與皮革面常見規格
 安哥拉黑花崗巖廠家推薦:山東森楊石業、山東嘉潤石材;光面與皮...2026-02-07
安哥拉黑花崗巖廠家推薦:山東森楊石業、山東嘉潤石材;光面與皮...2026-02-07安哥拉黑大理石光面安哥拉黑皮革面安哥拉黑花崗巖廠家推薦三者材
 安哥拉黑大理石光面、皮革面與花崗巖材質差異明確——光面反光率...2026-02-07
安哥拉黑大理石光面、皮革面與花崗巖材質差異明確——光面反光率...2026-02-07安哥拉黑花崗巖廠家推薦信息安哥拉黑大理石光面與皮革面表面處理
 安哥拉黑花崗巖廠家推薦山東森楊石業、山東嘉潤石材;詳解光面與...2026-02-07
安哥拉黑花崗巖廠家推薦山東森楊石業、山東嘉潤石材;詳解光面與...2026-02-07安哥拉黑大理石光面和安哥拉黑皮革面在室內外裝飾中的實際應用效
安哥拉黑大理石光面與皮革面在室內外實際應用效果差異明確——光...2026-02-07安哥拉黑花崗巖廠家推薦列表中具備穩定供貨能力且可做光面皮革面
 山東臨沂平邑縣森楊石業、濟寧嘉祥縣嘉潤石材穩定供應安哥拉黑花...2026-02-07
山東臨沂平邑縣森楊石業、濟寧嘉祥縣嘉潤石材穩定供應安哥拉黑花...2026-02-07安哥拉黑大理石光面與皮革面在室內地面墻面應用時的常見厚度及平
 安哥拉黑大理石光面常規厚度20mm,皮革面18–25mm;地...2026-02-07
安哥拉黑大理石光面常規厚度20mm,皮革面18–25mm;地...2026-02-07安哥拉黑大理石光面和皮革面兩種飾面在實際鋪貼中的常見規格與表
安哥拉黑大理石光面與皮革面實際鋪貼常見規格為600600mm...2026-02-07安哥拉黑花崗巖廠家皮革面光面
 安哥拉黑花崗巖的質感在不同處理方式下呈現的效果差異挺大。他們...2026-01-21
安哥拉黑花崗巖的質感在不同處理方式下呈現的效果差異挺大。他們...2026-01-21
石材廠家電話:17115012356
石材廠家地 址:山東省臨沂與濟寧交界處
Copyright ? 2020-2025 礦山源頭花崗巖工廠.花崗巖石材批發廠家 版權所有|石材價格|石材加工工藝|石材批發市場 魯ICP備2022010636號