荒料鋸切成板后,初始厚度誤差控制在±1.5mm以內,進入第一道粗磨工序。采用碳化硅組合磨頭,粒徑從36#逐步過渡至120#,去除切割紋與凹凸不平區域。此階段進料速度設定為1.8米/分鐘,冷卻水壓維持在0.3MPa,避免因摩擦過熱導致石質微裂。實測數據顯示,若跳過120#前段細磨,后續拋光耗時增加約40%,且易出現“漏磨”斑塊。
")
第二階段為中細磨處理,使用樹脂結合劑磨盤,粒徑從200#遞增至800#。該步驟核心目標是消除粗磨留下的劃痕,并為后續鏡面效果打底。現場跟蹤記錄顯示,800#打磨后表面Ra值(粗糙度)應低于1.2μm。若Ra值高于1.5μm,最終光澤度普遍難以突破78度。此環節需定期檢查磨盤磨損狀態,單組磨盤連續作業不超過12小時即需更換,否則效率下降明顯。
")
進入精磨與拋光銜接段,采用1500#與3000#高密度樹脂磨片進行雙道處理。此時進料速度調整至1.2米/分鐘,確保充分研磨。該階段引入微量氧化鋁懸浮液作為輔助研磨介質,可加速表面致密化。實驗對比表明,在相同設備條件下,添加氧化鋁溶液的板面光澤度平均高出6.3度。此工藝已在多家大型加工廠穩定運行,反饋故障率低于0.7%。
最后為晶硬處理環節,使用含硅酸鹽成分的固化劑配合鋼絲棉墊,在旋轉拋光機下以220轉/分鐘速度作業。此過程并非簡單“打蠟”,而是通過低熱壓反應形成微米級玻璃質層。經第三方檢測機構SGS測試,處理后表面莫氏硬度由原6級提升至6.5級,耐污測試中醬油滴落48小時無滲透。每平方米板材消耗固化劑約85ml,成本可控。
")
整條生產線配備紅外平整度監測系統,實時采集板面起伏數據,偏差超過0.3mm自動報警。全工序完成后,隨機抽樣送檢光澤度儀,合格率要求不低于98.5%。對于出口訂單,額外增加防滑系數檢測,確保R9級安全標準。
黃銹石因含鐵礦物分布不均,局部區域可能出現“色差暈染”現象。對此,部分廠家嘗試在拋光前增加弱酸預處理,但實際效果不穩定,可能導致表面粉化。更穩妥的方式是在選料階段剔除鐵斑密集坯料,從源頭控制一致性。目前行業內主流做法仍以物理研磨為主,化學干預僅限于特定高端項目定制。
")
設備維護方面,主傳動軸承每720小時需加注高溫潤滑脂,磨頭電機溫升不得超過45K。某合作廠曾因冷卻系統堵塞導致連續三批次板面發烏,返工損失達12萬元。定期清理水循環過濾網、檢查水泵流量,是保障連續生產的必要措施。
光澤度并非唯一評價標準。在實際鋪裝環境中,光線入射角變化會影響視覺感受。因此,工廠驗收不僅看數值,還需在模擬光照環境下人工目檢,確認無波紋、無霧感。一批次板材允許存在3%以內的輕微修磨痕跡,但不得集中出現在同一區域。
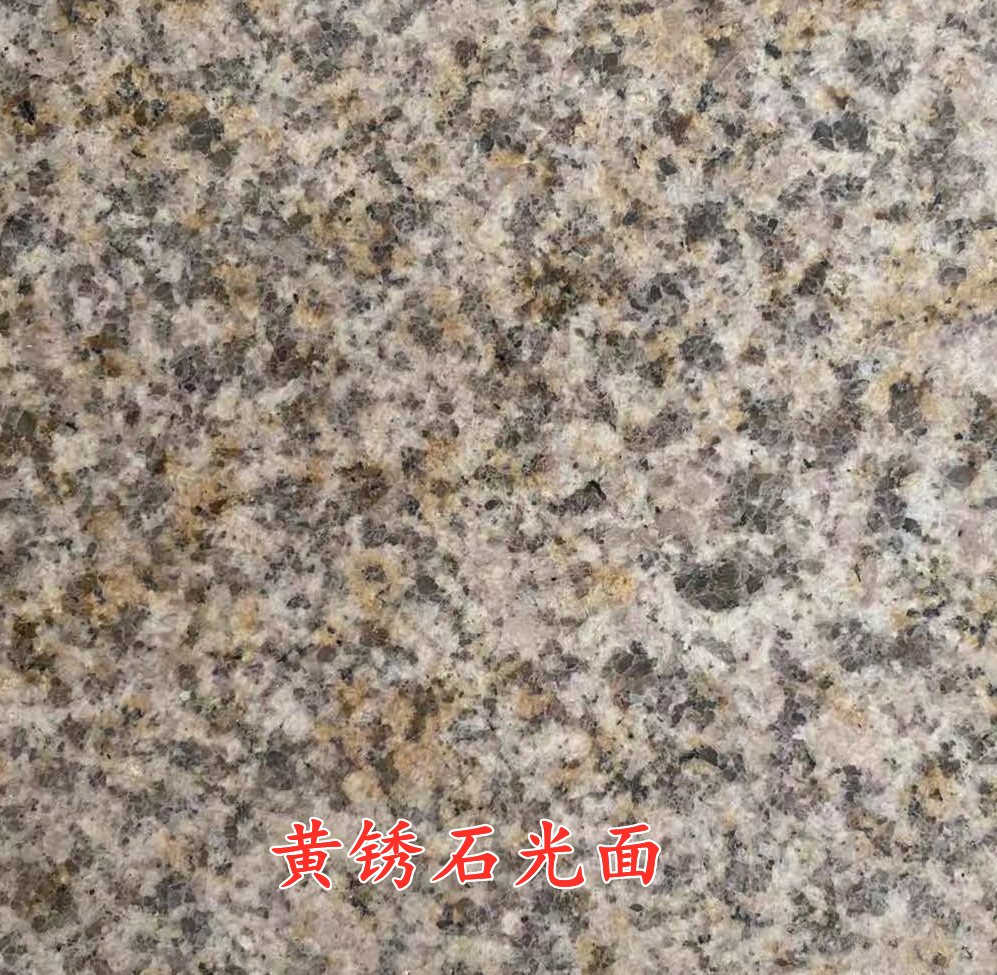
.jpg "黃銹石光面拋光工藝流程說明(圖5)")
該套工藝適用于厚度15mm至30mm的常規板材,對于超薄板(<12mm)需調整進料速度與壓力參數,防止變形。隨著數控磨機普及,自動化程度提升,單線日產能已從2015年的1800㎡提升至當前3200㎡,良品率同步提高9.6個百分點。
黃銹石廠家價格影響因素包括荔枝面與光面外墻干掛工藝差異
 黃銹石廠家價格受面層處理(荔枝面/光面)、荒料產地、加工損耗...2026-02-21
黃銹石廠家價格受面層處理(荔枝面/光面)、荒料產地、加工損耗...2026-02-21黃銹石光面外墻干掛安裝要求和對應廠家價格區間參考
 黃銹石光面外墻干掛安裝要求含板厚、背栓間距、龍骨防腐等實操參...2026-02-21
黃銹石光面外墻干掛安裝要求含板厚、背栓間距、龍骨防腐等實操參...2026-02-21黃銹石荔枝面與光面外墻干掛用料區別及廠家價格對比信息
 黃銹石荔枝面與光面外墻干掛用料區別及廠家價格對比信息——福建...2026-02-21
黃銹石荔枝面與光面外墻干掛用料區別及廠家價格對比信息——福建...2026-02-21黃銹石廠家價格多少一平方米黃銹石荔枝面外墻干掛施工參考
黃銹石廠家直供荔枝面外墻干掛石材,含出廠價、運輸費、切割損耗...2026-02-21黃銹石外墻干掛使用荔枝面與光面地鋪石的材質特性對比
.jpg) 從石材加工廠角度對比黃銹石外墻干掛使用荔枝面與光面地鋪石的材...2026-02-07
從石材加工廠角度對比黃銹石外墻干掛使用荔枝面與光面地鋪石的材...2026-02-07黃銹石廠家提供的荔枝面石材和光面地鋪石干掛方案比較
作為黃銹石廠家,聊聊荔枝面石材和光面地鋪石在干掛方案上的實際...2026-02-07黃銹石荔枝面加工技術與光面地鋪石干掛工藝標準解析
.jpg) 從石材廠角度解析黃銹石荔枝面加工關鍵技術,對比光面地鋪石的干...2026-02-07
從石材廠角度解析黃銹石荔枝面加工關鍵技術,對比光面地鋪石的干...2026-02-07黃銹石荔枝面與光面地鋪石在外墻干掛中的實際使用效果
 從石材廠角度聊聊黃銹石荔枝面與光面地鋪石用于外墻干掛的真實效...2026-02-07
從石材廠角度聊聊黃銹石荔枝面與光面地鋪石用于外墻干掛的真實效...2026-02-07
石材廠家電話:17115012356
石材廠家地 址:山東省臨沂與濟寧交界處
Copyright ? 2020-2025 礦山源頭花崗巖工廠.花崗巖石材批發廠家 版權所有|石材價格|石材加工工藝|石材批發市場 魯ICP備2022010636號